新闻大事件
木塑挤出模具介绍 (上)
2025/03/07
木塑挤出模具
周才林(湖北普辉塑料科技发展有限公司)
一、 用途
在我们日常所见木塑制品及工业木塑应用中,木塑制品生产工艺不同可以分以下几类:
1、木塑压制成型模具:汽车木塑内饰板、飞机舱板、轮船隔板采用的是木塑压制模具而生产的制品。
2、木塑注塑成型模具:体育场馆的木塑座椅、家电外壳、儿童玩具都以木塑注塑模具成型。
3、木塑中空吹制成型模具:木塑中空制品采用的成型模具,如木塑托盘、包装箱等制品。
4、木塑挤出成型模具:地板、门窗、板、片等建筑装饰装修材料。
木塑制品通过挤出成型加工占目前国内木塑制品 60%以上。木塑挤出模具是挤出成型装备的一个重要的组成部份。挤出材料的选择、配方成型工艺、挤出装备以及高效精密的木塑挤出模具是挤出成型木塑制品的四大要素,在某种意义上来讲,木塑挤出模具又是四要素中的关键。
优质的木塑挤出模具必须具有以下几个特点:
1、木塑熔体在机头内的流动必须形成合理的压力而获得规定的产量和质量。
2、模具在熔融木塑的压力下有足够的强度并能保证高温高压使用过程中不变形,容易装拆并能保证复位精度和维修。
3、木塑挤出定型模具冷却均匀,有较高的热传导率,并能获得精确的制品尺寸。
二、主要技术参数
2.1 木塑挤出模头部分:
2.1.1 材质 3Cr17 或 2Cr13 不锈钢材料,热处理硬度 HRC>30,耐磨部件 HRC>50
2.1.2 外形尺寸:(视制品断面而定)
2.1.3 流道表面粗糙度 Ra≤0.4μm,分型面粗糙度 Ra≤0.8μm。
2.1.4 紧固螺钉标准件符合 GB70-85,等级 8.8 以上。
2.1.5 加热电源:电压 220V,2.5-3W/cm2。
2.2 木塑挤出定型模部分
2.2.1 材质 2Cr13,铝合金或铍铜,表面处理或调质处理 HRC≥24
2.2.2 外形尺寸:(详见附件)
2.2.3 中心高≤150mm
2.2.4 真空接头数量:20 个,水接头不等。
2.2.5 真空箱汽水接头φ50,数量 2 个。
三、结构说明
3.1 木塑挤出模具的基本结构及名称。
木塑挤出模具由模头和定型模组成,定型模一般由若干段干式定型套和定型水箱组成。定型水箱又有真空定型箱、水浴定型水箱和雾化喷淋定型水箱等不同类型的定型水箱。选择定型水箱是设计人员根据不同类型的制品断面而决定。
3.2 木塑挤出模头:
PVC 木塑发泡模头结构见图 1
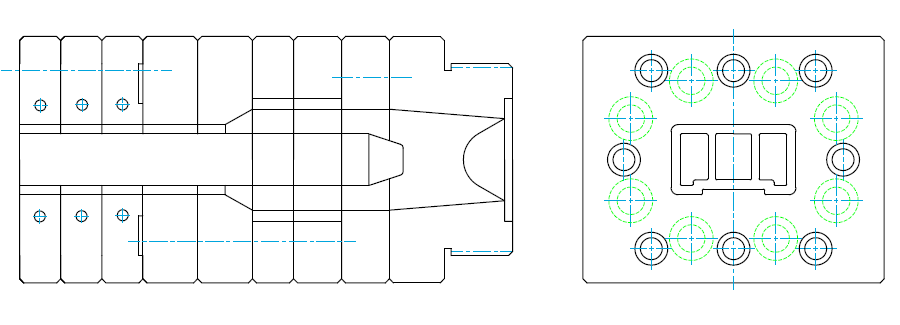
HDPE 木塑挤出模头结构见图 2
模头是连接在挤出机机筒前端的成型部分,是木塑熔融料经挤出机高压挤出后分流压缩至口模挤出具有一定几何形状型坯的装置。模头主要由法兰、模体、支架板、分流头、芯棒及口模组成。
3.3 定型模
3.3.1PVC 木塑发泡采用干式真空定型模具:典型的真空定型模具见(图 3)
真空定型套是利用真空吸附力将木塑熔融型坯吸附在定型模内壁使其在连续运动中冷却固化的定型装置,并满足生产速度及尺寸精度要求。定型模是由上下盖板设置真空室、型板及镶条设置循环冷却水系统组成。
3.3.2 聚烯烃木塑定型模具采用干式水冷或湿式喷淋两种方式或干湿混合冷却定型方式,典型结构见图 4
3.4 真空定型水箱及雾化喷淋水箱。
3.4.1 真定定型水箱:是以复合材料组成的密封箱体内置定型板是控制型材在冷却过程中的翘曲变形,加速木塑制品的冷却定型。
3.4.2 雾化喷淋水箱:是在密封的箱体内采用高压水泵形成高速雾化喷淋冷却,或置少量定型板,补充定型套冷却不足以达到提高冷却速度之功效。见图 5
< 返回 >
 Tel: +86-711-2733001行政部
Tel: +86-711-2733001行政部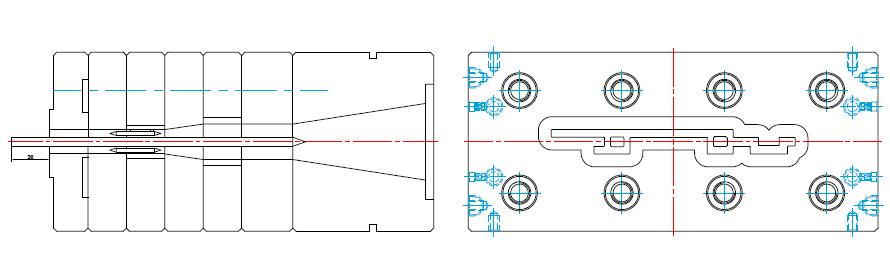




.png)


